No.21 フロータイムの跳ね上がりを抑える
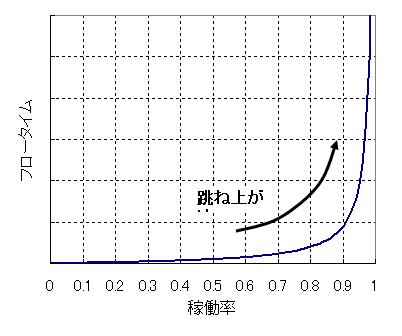
稼働率が70%、80%、90%と高くなると急激にフロータイムが長くなる現象を「フロータイムの跳ね上がり」と呼んでおきます。 生産管理をややこしくしている要因の一つが、このフロータイムの跳ね上がり。ですから、これに対して何らかの手を打つ必要があるわけです。
稼働率が50%~60% 以下ではフロータイムの跳ね上がりは起きません。普通にやっていれば、短いフロータイムでスイスイ流れます。この領域を利用するのも手。 実際、短納期で勝負している企業はこの領域を意識的に使っています。稼働率は、70%~80%の普通の企業と比べると20%~30%ほど低いので、 従って設備償却費の負担もその分だけ増えますが、他社では絶対に真似のできない短納期でものをつくりますので、安定した価格を維持できるんですね。 40年以上にわたって30%前後の経常利益を出し続ける(株)エーワン精密はそんな企業の一つです。
どのような生産方式をとろうとも、おおよそ80%以上の稼働率を狙えば、フロータイムの跳ね上がりを抑える策をとらなければなりません。 トヨタ生産方式やDBR(ドラム・バッファー・ロープ)は、フロータイムの跳ね上がりをどのようにして抑えているのか。ザットみれば、トヨタ生産方式では平準化、 サイクルタイムでの同期生産、カンバン方式など、DBRではボトルネックと投入工程間のタイムバッファーの設定、バッファー管理、 ロードランナー方式などが組み合わさってフロータイムの跳ね上がりを抑えているように見えます。
もう少し詳しくみてみましょう。トヨタ生産方式の理想は、変動のないバランスライン。 例えば、10工程直列で(工程数は10でなくてもいいんですが)、各工程の処理時間が一定、完全にバランスラインしているラインがあるとします。 稼働率が80%になっても、90%になってもフロータイムの跳ね上がりは起きません。変動のないバランスラインはフロータイムの跳ね上がりが起きない特性を 持っていると考えてもいいと思います。しかし、条件があります。変動のない、あるいは、非常に少ない、という条件です。すでに説明したように、処理時間が変動すると、 稼働率の高い領域でフロータイムが跳ね上がってきます。この現象はボトルネックラインではもちろんですが、バランスラインでも起こります。 トヨタ生産方式がバラツキを少なくすることに重きを置く理由はここにあります。
一般の生産ラインの多くは平均処理能力さえもバランスしていません。このような生産ラインにはボトルネックがあります。これに目を付けたのがDBR。 ボトルネックの処理能力が生産ラインの処理能力を決定することに着目して、ボトルネックと投入工程間にタイムバッファーを設定し、 ボトルネック工程の手空きを防ぎその能力を最大限引き出そうとします。タイムバッファーで投入が制限されるため、フロータイムの跳ね上がりは、抑制されます。
しかし、弱点は、ボトルネックが動いた場合、DBRの機能が低下することです。先頭工程がボトルネックのラインで、ボトルネックが一番後ろの工程に移ったらどうなるか、 極端な例かもしれませんが、DBRの機能は著しく低下することはお判りになると思います。
実は、ボトルネックは非常に動きやすいんです。ボトルネックは一番能力の低い工程。それ以外は非ボトルネックですが、 非ボトルネック工程でトラブルが起きて能力が低下すれば、そこがボトルネックになってしまう。そうなる確率の方が、 ボトルネックが一か所に固定している確率よりはるかに高い。DBRが普及しなかった理由のひとつなんです。
トヨタ生産方式とDBRの違いをザットみてみました。違いばかりではなく、共通点もあるんですよ。トヨタ生産方式は生産ラインのWIP が増えないようになっており、 DBRはタイムバッファーで投入が制限される、つまり、どちらも生産ラインへの投入を制限していることです。投入制限によって生産ラインの安定を図るというのは、これまで調べてきた、 生産ラインの基本特性とも整合します。
で、バランスラインでもボトルネックラインでも共通に適用できるフロータイムの跳ね上がり防止策とは、どのような方法か、 これが課題です。ここまで来れば、問題は解けたようなものです。
フロータイム跳ね上がりの防止策のひとつは、
*投入制限
です。
つぎに、何を基準に投入制限をするか、です。No.20で工程内のWIP(工程仕掛)総数を制限することで、フロータイムの跳ね上がりを抑えることができることを示しました。そうです。 *WIP総数を基準に投入制限をする
という策が浮かび上がってきました。
この策は本当に有効なのか。多少気がかりな部分もありますので、チェックしてみましょう。WIPの総数を基準にするということは、WIPの場所は関係ない、 ということになりますね。ということは、DBRでボトルネックが移動した場合の問題点を指摘しましたが、それはどうなのか。
WIPはどこに滞留するか。ここがポイントですね。ボトルネックがあれば、WIPの多くはボトルネック工程の前にたまります。これは常識、ですね。 大雑把に言うと、処理能力の低い工程順にWIPが滞留することになります。では、ボトルネックが動いたらどうなるか。能力の低い工程順にWIPが充当されるわけですから、 時間経過とともに新しいボトルネックにWIPの滞留が移っていきます。多少時間はかかりますが、自然にというか、かってにというか、生産ラインにはこのような自律性があるんです。 つまり、どこがボトルネックかを気にしなくてもいい。ボトルネック固定というDBRの前提条件はあまり意味がないことになります。
「WIP総数を基準とする投入制限」はバランスランでも、ボトルネックラインでも、どのような生産ラインでも適用できることになります。
WIP総数を制限する方法でCONWIPという生産方法があります。CONstant Work-In-Process のことです。 工程内のWIP(仕掛)をConstant(一定)に保ちながら投入をする生産方法だそうで。「WIP総数を基準とする投入制限」とどこが違うのか、説明をしておきます。
CONWIPはまさにWIP総数を一定に保つ、つまり、最終工程で1台完成しラインアウトしたとき、1台投入する、という方法だと考えられます。 CONWIPをFITチャート上でみると、すごく簡単でわかりやすい。あるWIPの直線上で動作するわけです。WIPが増えてフロータイムが跳ね上がることはありません。 でも、注文が減って、投入が少なくなった場合どうするんでしょうね。無理やりWIPを一定にするんですか? 不急のオーダーを投入したりして、、。
「WIP総数を基準とする投入制限」は、WIP総数の設定上限を超えないように投入制限するということです。WIP総数が上限を超えなければ、投入制限はかかりません。 ですから、注文が減れば投入も減り、WIP総数も少なくなることになります。
「投入を制限する」と言えば、私事で恐縮ですが、生産現場を預かっていた頃のことを思い出します。 「ラインに投入しておかなかったら、ものはできないじゃないか」
「どんなことがあっても投入は止めるな」
というのが当時の生産管理の常識でした。そうは言っても、時には、置き場がなくなるぐらい仕掛が溢れかえることもあるわけです。やむを得ず、投入を止めました。うしろめたさを感じ、逡巡しながら、、。思い起こせば、無知を恥じるしかありません。
DPMでは生産ラインの特性を論理的に解析し、WIPを制限するという考え方を実用的に定量化しています。ですから、WIP総数制限をいくつにすればいいか、 そのときの生産率とフロータイムはどの程度になるか等について具体的な数値で捉えることができます。 勘と経験に頼る生産管理が工学的に進化しているということもできるのではないか、と思っています。
DPMは、ライン生産方式でもロット生産方式でも、バランスラインでもボトルネックラインでも、並列ラインでも直列ラインでも、 ジョブショップ方式でもセル生産方式でも、ほとんどの生産環境で有効です。応用範囲が広いのは生産ラインの基本特性に基づいた生産方式だから、 ということもできるのではないかと思っています。