No.17 直列ラインと並列ライン
これまでは直列ラインの特性をみてみましたが、今度は並列ラインの特性をFITチャートでみてみたいと思います。直列ラインと比較したいので、 10工程直列ラインを10工程並列ラインにしてみます。図で示すと図1のようになります。直列ラインの場合は、工程1を機械Aで、固定2を機械Bで、、、、 というように工程ごとに別々の機械で処理していましたが、並列ラインでは一つの機械Xがすべての工程を処理することにします。 同じ機械が並列に10台(図中X1~X10)ある、ということにします。
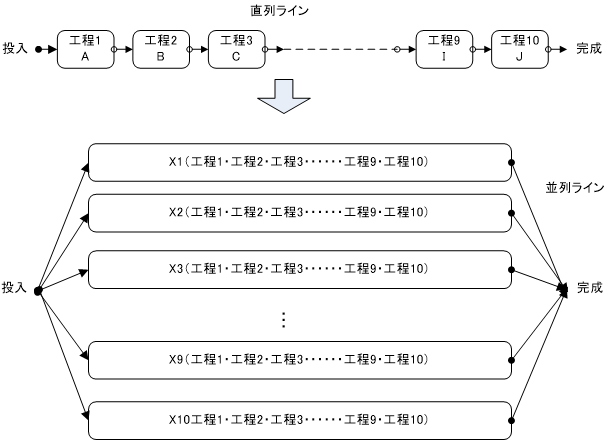
図1 直列ラインと並列ラインの対比
先ず、直列バランスラインとの比較をしてみましょう。直列バランスラインは各工程の処理時間がすべて10分。投入から完成までの所要時間は100分。 並列ラインでは一つの機械が10工程の処理にかかる時間を100分として、バランスラインの特徴を維持するためすべての機械の処理能力を同じにします。 そのときのFITチャートの一例を図2に示します。
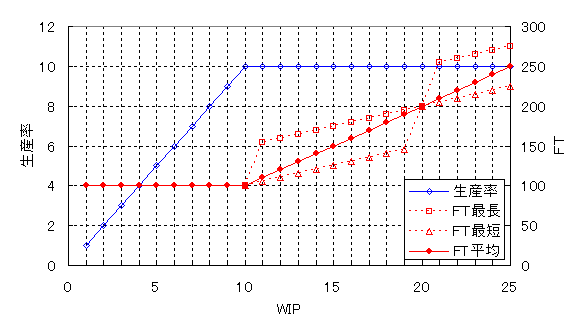
図2 並列ラインのFITチャート
直列バランスラインと比べてみましょう(No.14参照)。生産率はまったく同じです。フロータイム(FT)の平均値も同じです。違いは、 同じWIPでフロータイムが複数の値をとることです。図では最長と最短で示してあります。フロータイムの最長と最短は各機械の稼動のタイミングによって変わりますので、 図2のFTの最長と最短は1例です。直列バランスラインを並列にしても、フロータイムが多少ばらつきますが、生産率は同じですので、全体では大きな差はないようです。
では、ボトルネックラインではどうなるでしょうか。P5の処理時間が10分、他の工程の処理時間が6分の直列ボトルネックラインと比べてみます。 並列にする方法はいくつか考えられます。ここではX1~X10のうちどれかひとつの処理時間は100分。その他の処理時間は60分とします(これを並列ライン①とします)。 そのときのFITチャートの一例を図3に示します。
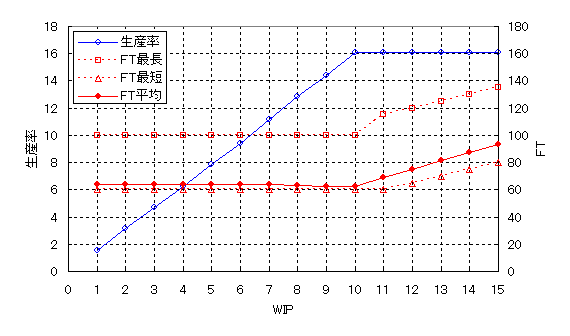
図3 並列ライン①のFITチャート
これだけみたのでは良くわかりませんので、直列ボトルネックラインと比較してみます。先ず、生産率をみてみます。図4にその一例を示します。
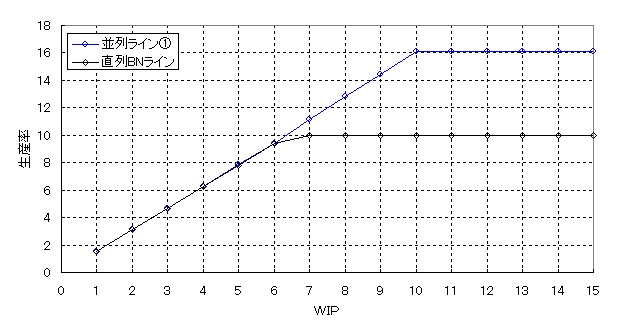
図4 直列BNラインと並列ライン①の生産率の比較
おわかりのように、C-WIP(生産率が屈曲するWIP)が直列ボトルネックラインでは6か7に対して、並列ラインは10。 生産率はボトルネックラインでは10個/100分に対して並列ラインのそれは16個/100分。生産率が16個/100分になるのは、次のように考えればいいと思います。
機械1台が1個/100分、残りの9台が1個/60分、合計は1/100 + 9/60=16/100
今度は、機械X1~X10での工程5の処理がどの機械でも10分かかり、それ以外の工程は6分かかるとします。 工程1~工程10を1台の機械で処理するのに要する時間は6x9+10x1=64(分)で、すべての機械が同じ能力とします(これを並列ライン②とします)。 そのときのFITチャートを図5に示します。
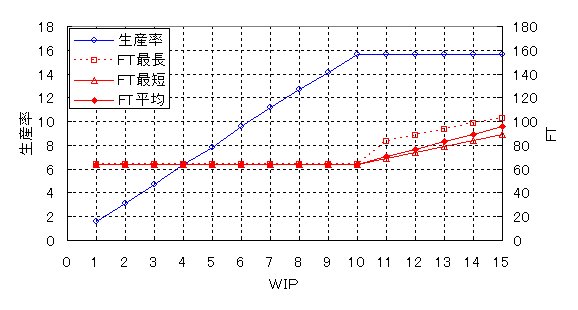
図5 並列ライン②(すべての機械が同じ能力)のFITチャート
並列ライン①(図3)と比べると、生産率が若干下がり、フロータイムのバラツキが小さくなっています。フロータイムのバラツキが小さくなっているのは、 すべての機械の能力を同じにしたためだと考えられます。
並列ラインの方が約1.6倍の生産率。大きな差ですね。しかし、このような比較が実際どのような意味があるのか、ということになると、どうでしょうか? FITチャートでみるとこうなるよ、ということだけでは面白くありません。
工程の処理を機械で行うことを考えると、10工程全部をこなす機械なんて、現実的ではありません。しかし、人手の作業だとしたら、どうでしょう。 10工程直列ラインは10人が直列に並んだライン。並列ラインは1人が10工程を担当し、10人の作業員がいる生産現場。
身近な実例では、直列ラインはライン生産方式、並列ラインはセル生産方式が思い浮かびます。ライン生産方式ではボトルネックで最大生産率が決まりますが、 セル生産方式では各作業員の能力(生産率)のトータルが最大生産率になります。ライン生産方式ではラインの生産能力は一番能力の低い人で決まってしまい、 その他の人の能力がいくら高くてもダメ。一方、セル生産方式では個人個人の能力が100%発揮される、ということになります。だからと言って、 セル生産方式が無条件で優位である、ということではありません。生産環境によってどちらがいいかを判断する必要があります。
フロータイムはどうなるか、みてみましょう。直列ボトルネックラインと並列ライン①の比較の一例を図6に示します。 並列ラインのFTの平均値は直列ボトルネックラインのFTより短くなっていますが、バラツキはあります。
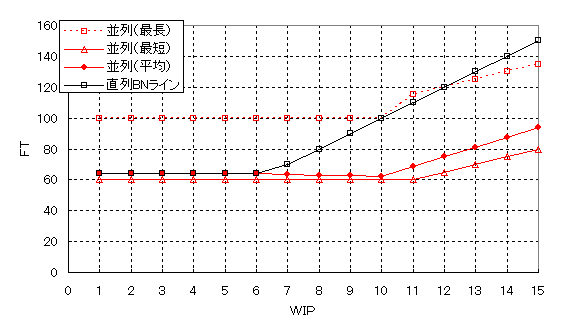
図6 直列BNラインと並列ライン①のフロータイムの比較
並列ライン①のWIPが13のとき、フロータイムの最長は125分、最短は70分、平均81.2分ですが、どのようにばらつくか、その推移の一例を示すと図7のようになります。
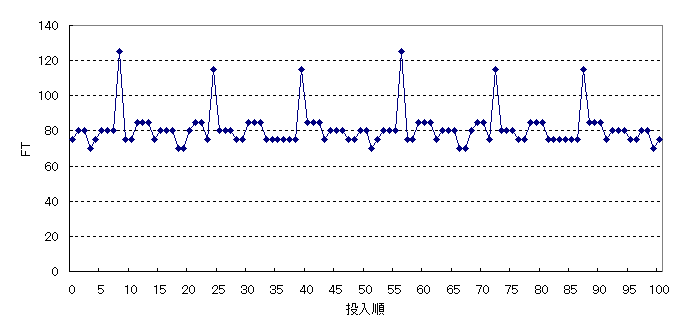
図7 並列ライン①のWIPが13のときのフロータイムの推移