No.14 FITチャートとTIPチャート
生産ラインの特性について、話をしてみたいと思います。生産ラインの主要な特性は、
・ フロータイム(投入から完成までの時間)
・ WIP(工程仕掛)
・ 生産率(単位時間当りの完成数)
の3つで捉えることができます。この3つの特性の関係を表すのに便利なのがFITチャート。図1に一例を示します。図中のFTはフロータイム。
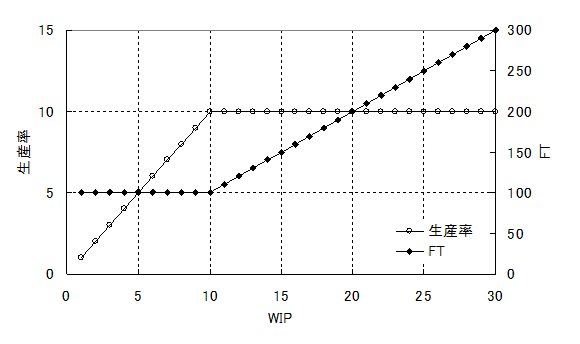
図1 10工程直列ライン、各工程の処理時間は10分一定のFITチャート
このFITチャートからいろいろとおもしろいことが判ります。No.6からの続きとお考えください。10工程直列ライン、 各工程の処理時間は10分一定という条件で引き続き考えていきます。お気づきのことと思いますが、WIPが10個を境に生産率とフロータイムの動きがガラッと変わります。 WIPが1~10個までは生産率はWIPに比例して高くなりますが、フロータイムは100分と一定です。 WIPが10個を超えると生産率は10個 /100分と一定となりますが、フロータイムはWIPに比例して長くなります。
この関係を式で表すと次のようになります。
WIP = 生産率 x フロータイム
すごく、簡単な式ですね。この式に前述した、特性がガラリと変わるWIPがどこにあるのか、 を加味する必要があります。特性がガラリと変わるWIPをクリティカルWIP(以後C-WIP)と呼ぶことにします。
C-WIPは生産ラインで一番能力が低い、つまりボトルネック工程の処理時間とトータルの処理時間(各工程の処理時間の合計)で決まります。式で表すと次のようになります。
![]()
C-WIP以下ではフロータイムは一定で、生産率とWIPは比例関係にあり、C-WIP以上では生産率が一定で、フロータイムとWIPが比例関係にある、 となります。これが生産ラインの基本特性。(事例では100%バランスラインでボトルネックはありませんが、最小能力工程の処理時間は10分となります)
この2つの式をみると、少し、変な感じがしませんか。工程の数は入っていません。工程数がいくつあるかは生産ラインを特徴付ける重要な要素です。5工程でも、 10工程でも、100工程でも2つの式は成り立つのでしょうか?
答は「Yes」。フロータイム-WIP-生産率の関係で捉えていますので、工程数は関係なく、2つの式は成り立ちます。しかし生産管理の視点からみれば、 各工程を管理しなければならないので、各工程の要素を捉えておく必要があります。
生産管理上重要なことは進捗管理ですので、具体策として、各工程を通過する時間を捉えるのがいいんじゃないかと思います。 図2に1例を示します。この図をTIPチャート(Time In Process Chart)と呼ぶことにします。
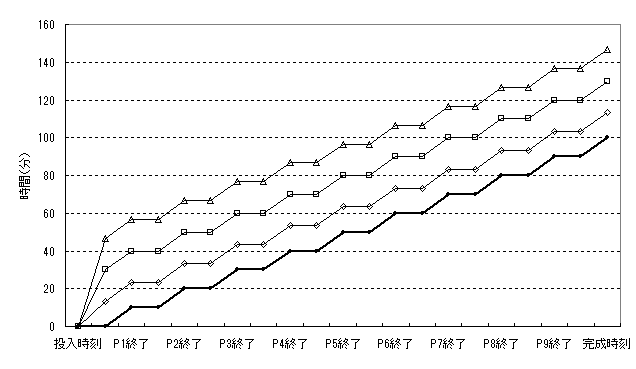
図2 TIPチャートの1例
FITチャートとTIPチャート、この2つがあれば、生産ラインの特性を生産管理の視点から捉えることができるようになります。
2つのチャートを関連付けてみてみましょう。FITチャートではC-WIP以下ではフロータイムが100分で一定。TIPチャートの1番下段の線がC-WIP以下の領域での経過時間です。 TIPチャートの完成時間がFITチャートのフロータイムとなります。FITチャートでC-WIPを超えた領域ではWIPに比例してフロータイムが長くなりますが、その様子をTIPチャートでみると、 上の3本の線は投入後P1工程前で待たされてフロータイムが長くなっていることがわかります。その分WIPも増えますので、WIPとフロータイムは比例することになります。
この2つのチャートで生産ラインの基本特性を捉えることができる、、、しかし、
「そんな簡単じゃないよ、生産ラインというものは」
という声が聞こえてきそうです。そうなんですよ。そんなに簡単じゃない。
ここまでは、変動を排除して考えてきました。先に述べたように、生産管理を難しくしている最大の要因は様々な変動です。 その変動をないものとして生産ラインの特性をみてきましたので、これをもって生産ラインを把握できたなんて、とんでもない。同感です。
もちろん、これから変動要因を加えたらどうなるかをみてゆくわけですが、変動のない特性、これを静的特性と呼んでおきましょうか、は変動があっても、 木の幹のような存在なんです。枝や葉に覆われ、幹の部分はみえにくいのですが、木の骨格を形成しているのが幹と太い枝。 その幹と太い枝に相当するのが静特性ということになります。ですから、静特性に変動要因が加われば、木が枝や葉でふくらみを持つように、 また風でゆらぐように生産ラインの特性も幅が広がり、変動によりゆらぐようになります。
ですから、生産ラインの静的特性は非常に重要です。この静的特性だけでも結構有用な情報を引き出すことができると思います。 例えば、工程仕掛が増えると生産リードタイム(正確にはフロータイム)が長くなると思っている人もいれば、そうではないと思っている人もいます。 担当している生産ラインの工程仕掛がいつもC-WIP以上である人は比例すると感じるし、 C-WIP以下の場合が多い生産ラインの担当者は比例しないんじゃないかと感じるわけです。
「仕掛削減」を掲げて改善活動をしますが、C-WIPを認識しているでしょうか?工程仕掛は少なければ少ない方がよい、という暴言は最近、 あまり聞かなくなりました。しかし削減すればするほどほめられるという陋習はまだまだ、残っているのではないでしょうか。 C-WIP以下になると生産性が犠牲になることを知っていれば、工程改善のやり方も変わってくるんじゃないかと思います。