No.109 「トヨタ生産方式」からみる生産ラインの基本特性;その1
「トヨタのやり方」を一般の企業に押しつけるのではなく、「トヨタ生産方式」を一般の企業にも適用できるように“モディファイ”できないか。そんな意図を持ちながら生産ラインの基本特性をみていきたいと思います。
「トヨタ生産方式」については関連書籍、教材が出回っており、かつ関連セミナーも頻繁に開催されていますので、そちらにゆずることにして、ここでは、「トヨタ生産方式」の目標とそれを実現する基本要素を捉えてみようと思います。
先ず、「トヨタ生産方式」のネライとして、
*工程、生産ライン、工場の稼働率;100%
*生産リードタイム;最短
*単位時間当り完成数;最大
の3つを挙げておきます。品質については課題を簡単にするためここでは触れないこと(品質問題はなし)にします。その他、人を育てるとか等、精神的なこともありますが、ここでは、物理的、工学的、実務的、、な視点から、3つに絞ることにします。
図1に示すA~Eの5工程直列生産ラインを例に考えてみます。稼働率;100%、生産リードタイム;最短、完成数最大を実現する条件とは?

図1 5工程直列生産ライン
直観的経験則で言えば、次のようになるのではないかと思います。
*投入時間間隔=A処理時間=B処理時間=C処理時間=D処理時間=E処理時間
*それぞれの時間は一定で、バラツキはなし。
注目したいのは「バラツキなし」。逆に言えば、バラツキがあると「トヨタ生産方式」は成り立たなくなる、のではないか、、。
ということで、「バラツキ」と「トヨタ生産方式」の関係について考えてみたいと思います。
先ず、生産ラインを構成するひとつの工程に注目してみます。そこにワーク(被処理物)が投入されます。その平均時間間隔をTi、変動係数をCtiとします。工程の平均処理時間をPT、変動係数をCptとします。ワークが工程前で待つ平均時間をWTqとします。
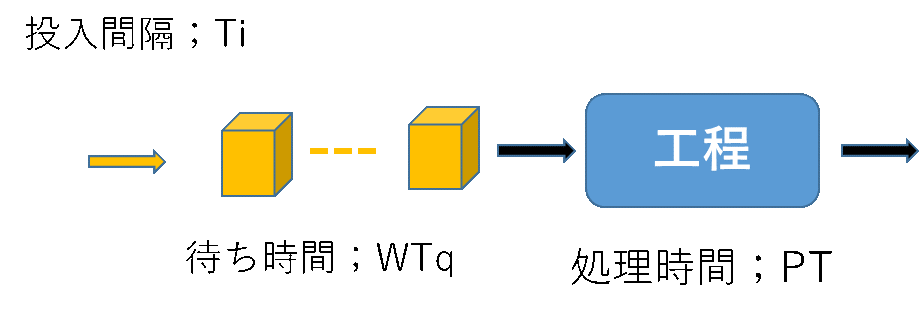
図2 ひとつの工程;投入(到着)間隔Ti、処理時間PT、待ち時間WTq
待ち行列理論によれば、平均待ち時間;WTqを求める近似式は次のようになっています。
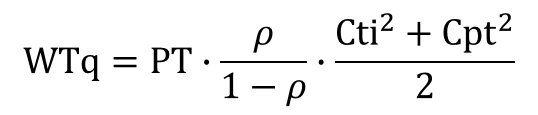 ----式1
----式1
ここで、ρは稼働率で、ρ=PT/Ti の関係があります。
生産リードタイムはどうなるか。生産リードタイムというと定義がいろいろありますので、ここでは投入から完成までの時間として、フロータイム;FTと呼ぶことにして、次の式で求められます。
FT=PT+WTq
製造現場では常に“PT短縮”が改善テーマとなっていて、どのような分布をしているか等、経験があると思いますが、WTqについてはよくわからないところがあります。WTqがどうなるか(式1)を使って、視覚的にわかりやすくするためグラフにしてみます。
次の条件で計算してみます。
Ti=10(分)一定、Cti=0
PT=10(分)、Cpt=0~0.99
ρ=0.99
Cptに対するWTqを図3に、ρに対するWTqを図4に示します。
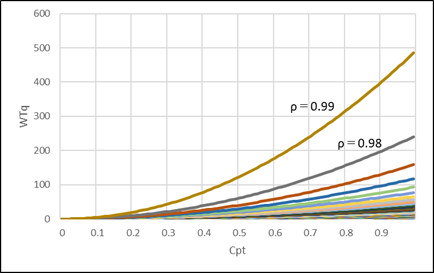
図3 ρ=0~0.99、 Cptを横軸にWTqをみる
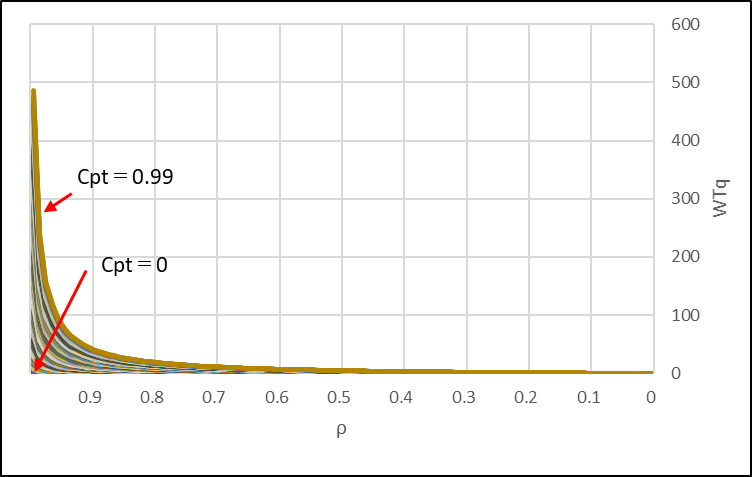
図4 Cpt=0~0.99、ρを横軸にWTqをみる
図5は3Dグラフです。
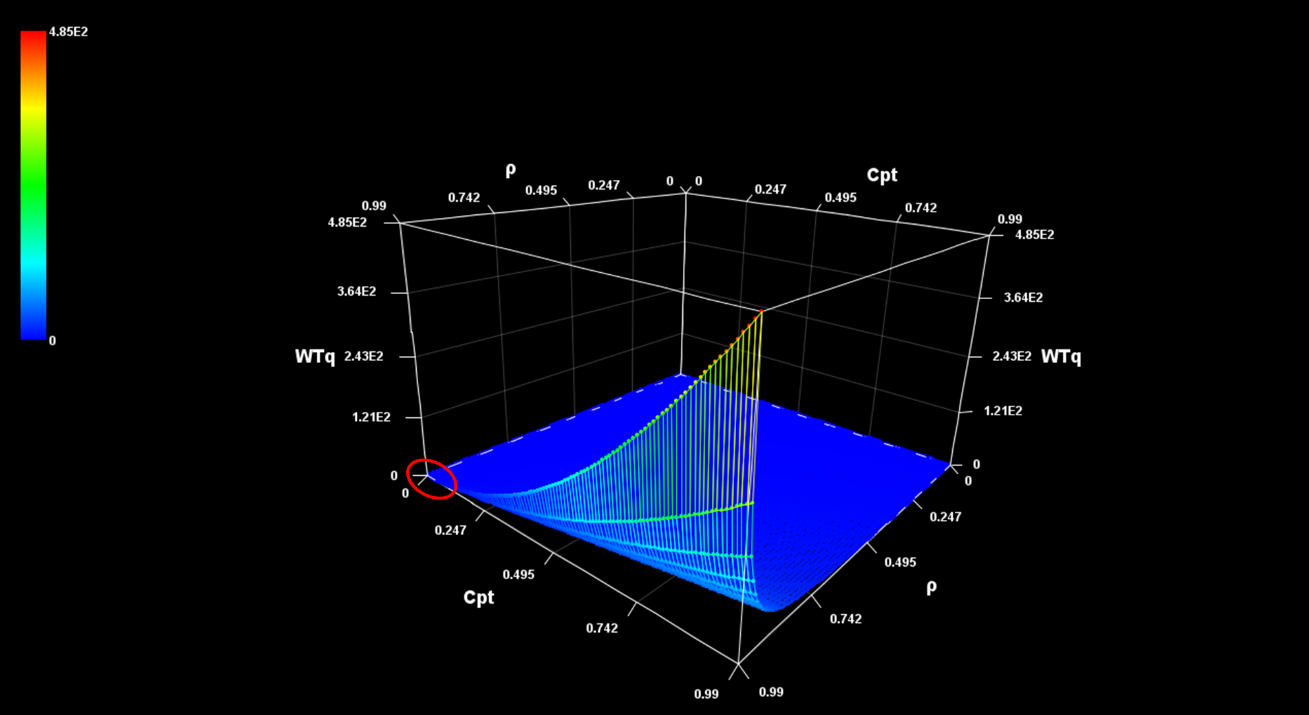
図5 ρ、Cpt、WTqの関係;3Dグラフ
これらのグラフからどんなことがわかるか。
*ρが80%を超えるあたりからWTqは急激に(高次指数関数的に)長くなる。
*Ctpが大きくなるとWTqは2次指数関数的に長くなる。
ここでは、Cti;ワーク到着間隔変動係数をゼロとしましたが、ゼロ以上になればWTqはさらに大きくなります。この結果から、「トヨタ生産方式」が狙う稼働率100%、フロータイム最短が可能な条件は、
“稼働率は限りなく100%に近く、ワーク到着間隔変動係数および処理時間の変動係数がゼロ、あるいは極めて小さいこと。”
ということになります。図5の赤楕円で示した辺りです。かなり限られた領域であることがわかります。
つづく、、、