ものづくり改善ネットワーク の 藤本隆宏の“ものづくり考” をみると、藤本教授のものづくりに対する考え方が垣間見えます。特に、リードタイムと正味作業時間比率 という動画からは、彼の持論である「設計情報転写論」とトヨタ生産方式(以下、TPS)に依拠した彼独特の”ものづくり論“のきな臭さを感じます。
“藤本流ものづくり考”、ちょっとまとめると、こんな感じ、、、かな。
平準化、サイクルタイムでの同期化などにより実現したTPS。月産数、日産数、標準時間、タクトタイム、サイクルタイム、かんばん枚数・・・などなど、日常の管理でよく使う数値は簡単な算数で計算できる。
素材に設計情報を転写する過程が生産プロセスだとする「設計情報転写論」では、生産ラインの非線形特性である「待ち行列現象」を捨象(無視)した。その結果、生産ラインは線形モデルで扱えるようになる。生産ラインの特性を線形モデルで扱うことができれば、複雑でわかりにくい生産ラインの流れも簡単に、スッキリ説明できる。
現場改善とは生産プロセスを通過する「設計情報の流れを良くする」ことだ。
生産ラインのメカニズムを単純化したTPS、と、生産を設計情報の転写とする「設計情報転写論」。この二つをベースにすれば、いかなる生産形態も扱えるようになる。「簡単な算数の式、恒等式で使える」。「精神論でガンバレじゃなくて、計算上、そうなる。理屈上そうなる」。
Just In Timeだ、平準化だ、サイクルタイムだ、アンドンだ、、と、トヨタ語だけではわかりにくい。「良い流れの実現」はTPSと共通だ。TPS単独では難しくても、「設計情報転写論」に則って考えれば、「良い流れをつくる」ことは簡単だ(なぜなら、待ち行列現象という非線形特性が排除されているから)。だったら、「良い流れの実現」を説明するのに「設計情報転写論」を使った方が説明しやすい。
「日本にはトヨタ方式があるから、というだけの話ではなく、「設計情報転写論」は、当たり前の理屈だから、誰でもできる」。
「TPSを上手に再現できたメーカーは皆無」とハーバード・ビジネス・レビューがレポートしたことを藤本教授がご存知かどうか定かではありません。しかし、トヨタを研究し尽くしている藤本教授が、誰もが簡単に導入できるものではないことぐらいは知らないはずはありません。だとすれば、「設計情報転写論」でTPSを説明することで、TPSがしごく簡単な計算式で扱え、誰でも、TPSは導入できるのだ、というメッセージに仕立てたのではないか、、、。
「良い流れをつくる」となれば、「さらさら」、「ちょろちょろ」、「ざーざー」・・・などのオノマトペではダメで、「良い流れ」を物理現象として扱わなければならなくなります。生産ラインの良い流れとは・・・投入から完成までの時間、つまり生産リードタイムが短ければ短いほど「流れは良い」となります。
では、生産リードタイムを「ものづくりインストラクター養成スクール」でどのように説明しているのか、動画 現場の「流れ」を把握しよう ~ものと情報の流れ図~ を覗いてみます。生産リードタイムの大部分を占める「モノの待ち時間」をどのように表しているのか。こんな図があります。
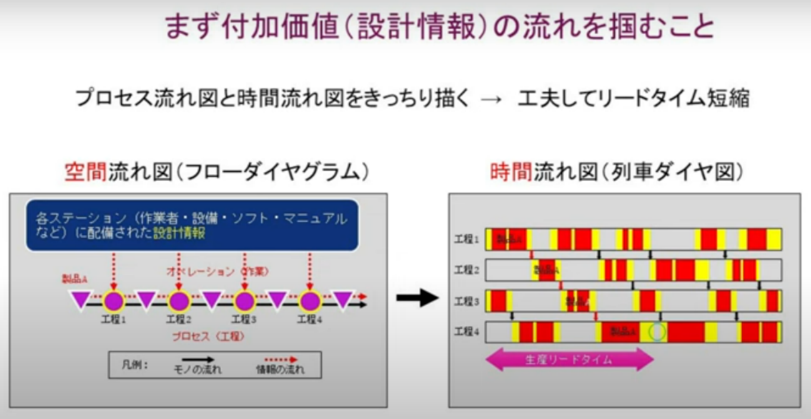
図1 空間、時間流れ図
左側空間流れ図の逆三角形が仕掛、そして右側時間流れ図で工程間を上下につなぐようにある矩形が仕掛状態の時間を表しています。横軸方向が時間の長さなので、待ち時間はすべて短時間です。一般の生産ラインでは、こんなことは起こりにくいと思います。Just In Timeが完成しているTPSをモデルにしていることは確かでしょう。
こんな図もあります(図2)。仕掛の時間をMax、Average、Minで記述するようになっています(仕掛の時間と待ち時間は同じです)。Max、Average、Min はTPSがうまくいっていればいるほど短く、その長さをみればTPSの再現の程度がだいたいわかる、ということだと思います。
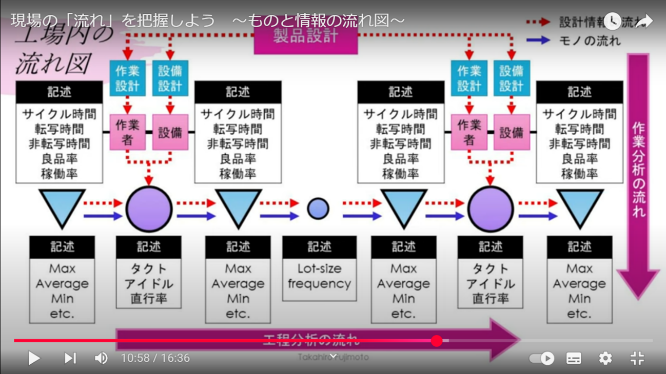
図2 工場内の流れ図
しかし前述したように、多品種少量・変種・変量、受注生産の一般の工場では、待ち時間は予測ができないほど大きくバラツキます。Minはゼロに近く、Maxは工程処理時間の数倍、十数倍、ときには百倍を超えることもあります。データ収集期間によっても異なります。1日間でのMin・Maxなのか、1週間でのMin・Maxなのか、あるいは月初の1週間なのか、月末の1週間なのか、結果は大きく異なります。どのデータが正しいのか、といえば、どのデータも正しい。実際起きていることだ。しかし全部のデータを集めてみても、実際何が起きているのか、実態はみえてきません。
参考に1工程での稼働率が95%、85%、75%それぞれの(待ち時間/処理時間)比率のシミュレーション結果を図3に示します。稼働率が高くなるに従い待ち時間が長くなると同時にそのバラツキが急激に大きくなる様子がわかります。さらに、この図では分かりませんが、待ち時間の分布形状はシミュレーションごとに異なり、また時間経過によっても大きく異なりますので、事前に予測することはほぼ、不可能です。また、分布の広がりが大きく、統計手法を使って確率計算しても実用的な精度は得られません。
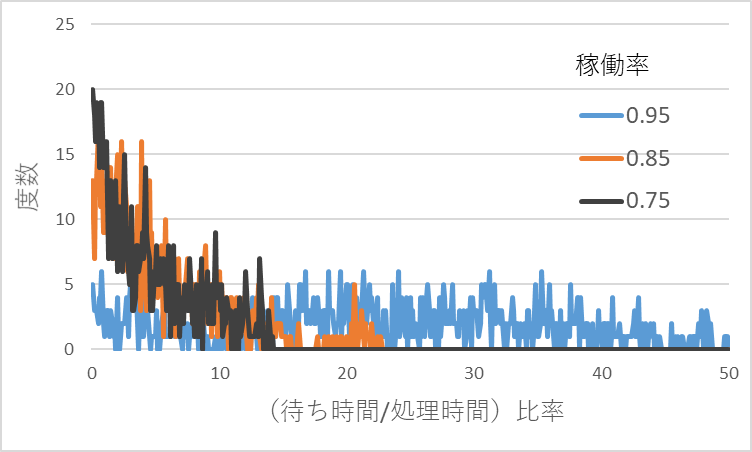
図3 稼働率vs(待ち時間/処理時間)比率
つまり、「モノと情報の流れ図」を描いても、一般の生産ラインでは、ほとんど役に立ちません。役に立つとすれば、TPSを導入中の現場で、その完成度を上げるためとか、MRPを使って生産管理を行っている現場での流れ調査、といったところでしょう。日本では企業数の大部分を占める変種・変量の中小企業にはほとんど役に立たないのではないか、と思われます。
他にどんなこと教えてんのか、2025年の「ものづくりインストラクター養成スクール」のカリキュラムをみてみましょう。図4参照。

図4 2025年「ものづくりインストラクター養成スクール」のカリキュラム
これをみると、以下の主要なカリキュラムは藤本隆宏教授が担当しています。
- ものづくりを取り巻く環境変化と次世代工場長像
- ものづくりの基礎概念と競争力
- 納期・工程・在庫管理
- コストと生産性
- 品質管理
・・・・・
この御方、
「1000回以上現場に通った」、「工場2000拠点を視察した」と現場を熟知し、生産とは設計情報の転写であるとする「設計情報転写論」をかざして、転写の速度・密度・精度で産業現場の競争力は決まる、
と宣っております。
しかし実際は、この御方、
生産ラインの基本特性を理解できていないんです。
生産リードタイムがどのような要素で決まるか、説明できないんです。
トヨタ生産方式のJust In Timeが成立する条件がなんであるか、わからないんです。
そして
トヨタは「怪我の功名」で進化した、という迷論をぶち上げているんです。
「ものづくりインストラクター養成スクール」では今尚、生産システムの基本も理解できていない「元東大教授」が、30年近く持ち続けている妄論をベースに、デタラメな“ものづくり論”を拡散しているんです。“ものづくり論”の低劣化が進行中です。
それだけではありません。
「管理会計(柊)」
という講座もあります。どのような内容なんでしょうね。柊教授といえば「現場改善会計論」(以下、GKC)。GKCって、藤本教授が主張する「設計情報転写論」に依拠して論理が組み立てられているんです。このブログでも十数回にわたり、さまざまな角度で斬ってみました。欠陥論「設計情報転写論」に依拠したとなればGKCも無傷ではいられません。案の定、GKCは、箸にも棒にもかからない妄論。大学教師の先輩後輩関係の中でも誤想が引き継がれています。
「ものづくりインストラクター養成スクール」で、このような、ものづくりに関する知識の劣化が起きていることを、ご存知でしたでしょうか。