
前回、工程がひとつだけの生産ラインの基本特性について調べてみました。Ti(投入間隔)とPT(処理時間)の関係でPTf(手空き時間)が発生したりWTq(待ち時間)が発生したりすることがわかりました。
複数の工程がつながる生産ラインでは、ある工程で処理が終了した時刻と、次のオーダが終了するまでの時間間隔が次の工程の投入間隔となるという関係で工程が連結されることになります。
今回は生産ラインの性能を示すTH(スループット;完成数/単位時間)とFT(フロータイム;投入~完成までにかかる物理的時間)について調べてみたいと思います。
単位時間を1時間(60分)とすると、Ti=10(分)、PT=10(分)のときの稼働率;ρはPT/Ti=10(分)/10(分)=100(%)となり、その時のTHは1時間に6個完成しますので、
TH=6(個/時間)
となります。Ti=20(分)のときのρはPT/Ti=10(分)/20(分)=50(%)で、その時のTHは1時間に3個完成しますので、
TH=3(個/時間)
となります。図1の水色で示すように、ρに対しTHは比例します。ρが100%以上ではTH=6(個/時間)で一定となり最大となります。
1個が投入から完成までにかかる時間;FTは、
FT=10(分)
となります。ρが0~100%では、ρに関係なく一定となります。但し、100%を超えるとFTは、時間経過とともに長くなります。ρの影響は受けますが、単純な比例関係にはありません。図1ではイメージ的に矢印で表現しておきます。
WTqは、ρが0~100%ではゼロです。但し、ρが100%を超えるとWTqが発生し、ρが高くなればWTqも長くなりますが、単純な比例関係ではありませんのでイメージ的に矢印で表現しておきます。
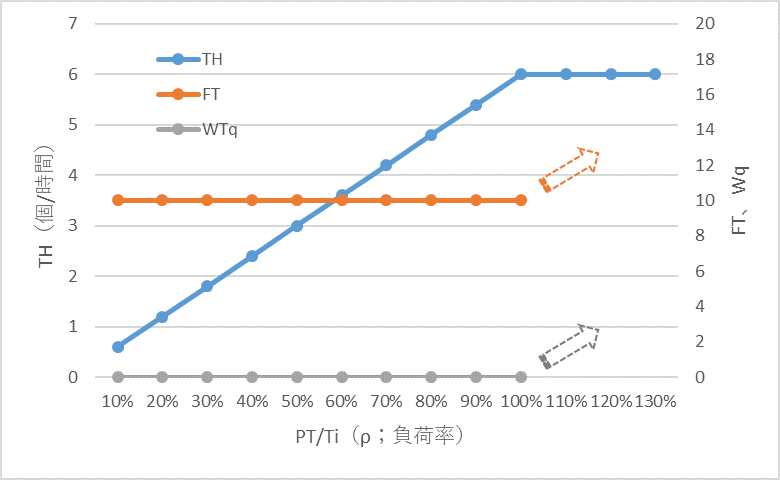
図1 ρ;負荷率に対するTH、FT、WTqの関係
ザっと、まとめてみましょう。
投入間隔;Ti、処理時間;PTが一定の条件では、負荷率;ρ=100(%)を境に、まったく異なる特性を示します。
① ρが100%以下では
- THはρに比例する
- FTは一定となる
- WIPqは発生しない
- WTqも発生しない
② ρが100%を超えると
- THは最大値で一定となる
- FTは時間経過とともにオーダ数が増し、それに従い長くなる
- WIPqは時間経過とともにオーダ数が増し、それに従い増える
- WTqはWIPqの増加に伴い長くなる
表1にPTが10分一定で、Ti>10(分)、Ti=10(分)、Ti<10(分)のときのTHやFTの数値例を示します。尚、Odnはオーダの受注順番号です。
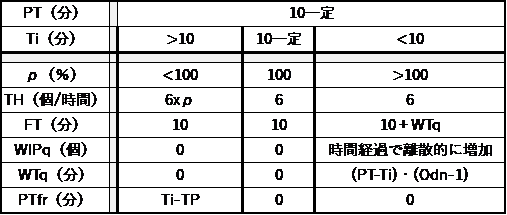
表1
図2に3つの領域の特性を例示します。Ti>PTはPTよりも来客間隔が長い場合です。このときのρは100%未満となります。この領域では、THとFTの基本特性はρに対する変化で捉えることができます。Ti<PTはPTよりも来客間隔が短い場合です。このときのρは100%を超えることになります。この領域では時間とともにWIPqやWTqが変化しますので、THとFTは時間軸(経過時間)に対する変化で捉えなければなりません。生産工程の能力を示すTHやFTは、ρ=100%を境に大きく変化することは、生産ラインの性質を理解する上で、極めて重要であることに留意したいと思います。
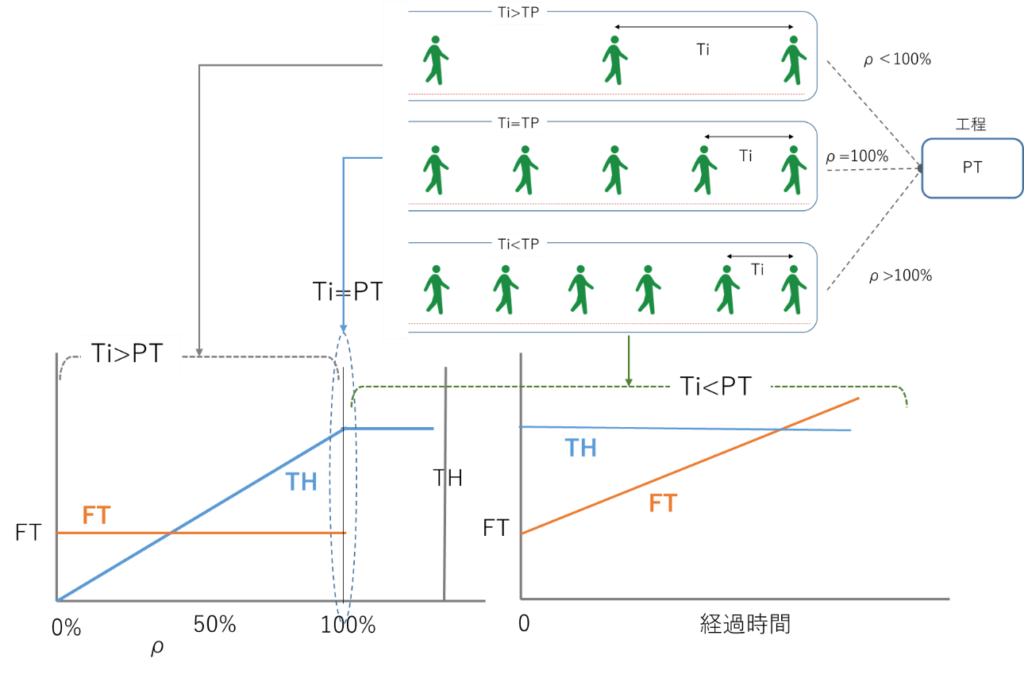
図2 Ti>PT、Ti<PTでのTHとFT
2回に分けて工程がひとつだけの生産ラインの特性について調べてみました。実際の生産ラインでは、前工程の終了時間間隔が次工程の投入間隔となるという関係でつながります。実際は投入間隔と処理時間が変動しますので、THもFTも複雑な動きとなり、単純な数理モデルでは表せなくなります。
ここ2回ほど「1工程の基本特性」という、味気のないテーマになってしまいました。次回は、「日本のものづくりが危機状態にある」原因は何か、というテーマに戻し、少々刺激的になるかもしれませんが、日ごろ思っている愚見を述べたいと思います。
生産ラインの基本特性については場所をものづくり徒然集 に移し、引き続き議論をしてまいりたいと思います。