
日本の生産管理のコンサルタント(製造現場の改善コンサル、生産システム関連など)の大部分は生産ラインの基本特性を理解していないことが明らかになってきました。と言っても、「生産ラインの特性っていろいろありそうだけど、基本特性ってどんな特性?」と思われる方が多いのではないでしょうか。今回と次回、2回に分けて、この生産ラインの基本特性について解説してみようと思います。
生産ラインは複数の工程の連鎖で構成されています。そこに被加工物(ワークとかオーダと表記します)が投入され最終工程で完成します。最も単純な生産ラインは工程が1つしかない生産ラインです。ラインというイメージはわきませんが1工程の生産ラインのメカニズムが複数工程からなる生産ラインのメカニズムを理解する上で重要です。
先ずは、1工程からなる生産ラインのメカニズムをみていきましょう。
詳細な検討に入る前に、生産ラインの能力をどのように表せばいいか、検討しておきます。ここでは1工程だけですが、複数の工程が連なる生産ラインも視野に入れて、考えておきます。生産ラインの能力を決める主な要素を図1に示します。1工程の機能を表す単位をiPoユニット(in-Process-outユニット)と呼んでおきます。見慣れないアルファベットがたくさんありますが、基本的な要素をできるだけ正確に定義しておくためです。ご容赦ください。
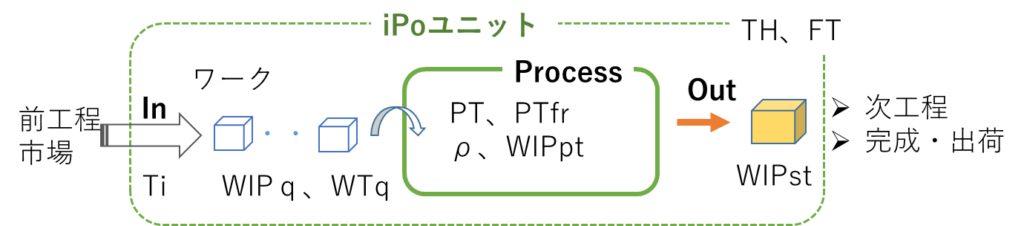
図1 生産ラインの特性を決める要素
各要素を簡単に説明しておきます。
Ti;投入間隔、受注間隔、到着間隔
「iPoユニット」へのワークの投入時間間隔。受注時刻=ライン投入時刻とみなせるときは受注間隔にも用いる。
PT;Process Time処理時間、作業時間、製造時間
工程での正味処理時間。作業開始から終了までの時間
PTf;Process Free Time 手空き時間
稼働できるが、処理するワークがない状態の時間
WTq;Waiting Time in a Queue
ワークが工程に到着して処理が開始されるまでの処理待ち時間
WIP;Work In Process生産ラインにある仕掛
WIP=WIPs+WIPp+WIPq
WIPs;WIP in a Stock;処理が終了したワーク、初期に設置した処理終了品 処理終了仕掛
WIPp;WIP in a Process ;Processで処理中のワーク 処理中仕掛
WIPq;WIP in a Queue ;Process前で処理を待つワーク 処理待ち仕掛
ρ;負荷率、稼働率
Process可能時間に対する実際の処理時間の割合。
TH;Through Put 完成数/単位時間
設定された単位時間内に完成する数量。
FT;Flow Time投入~完成までにかかる物理的時間
類似した言葉に“生産リードタイム”があるが、さまざまな場面で使われ、定義も微妙に異なるので、ここでは、投入~完成までにかかる物理的時間をFTとする。
ここで挙げた要素がすべてではありません。様々な生産環境、生産方式などがありますので、必要に応じて追加されることになります。
では、ひとつの 「iPoユニット」 で構成される最も簡単な生産ラインの基本的な特性をみていきたいと思います。先ずは、バラツキがまったくない条件でどうなるかをみてみます。これを条件0とします。
「iPoユニット」の基本特性;
条件0⇒バラツキなし
初期状態は、生産ライン内にWIPqもWIPpもないとします。オーダが入ると直ちに作業を開始します。わかりやすいように具体的な数値で考えてみます。工程の作業時間;PTは10分、一定とします。この場合、客は注文してから10分後に完成品を受け取ることができます。
では、オーダが、それぞれ別々の客から、受注間隔;Tiが10分、一定で来る場合はどうなるでしょうか。PTは10分ですので、10分ごとに完成して、それぞれの客は10分後に製品を受け取ることができます。
工程の稼働状態をガントチャート形式で示せば図2上部のようになります。横軸は時間軸で単位は分。赤のダイヤ印が受注のタイミングを示します。オーダ⑩は90分に受注して100分に完成することを示しています。
次に、Tiが20分間隔一定の場合はどうなるでしょうか。PTは10分ですので、それぞれの客は10分後に受け取ることができます。但し、次の注文が来るまで10分間の手空き時間;PTfが発生します。ガントチャートは図2の上から2番目のようになります。
Tiが8分間隔、一定ではどうなるでしょうか。図2の上から3番目にそのガントチャートを示します。PTは10分ですので、オーダ①の作業が終わらないうちにオーダ②が来ます。オーダ②はオーダ①が終わるまで2分間、待たなければなりません。待ち時間;WTqが発生します。オーダ②の作業をしているうちにオーダ③が来ます。オーダ③のWTqは4分となります。時間の経過とともに、オーダのWTqは長くなります。48分から50分の間、オーダ⑥とオーダ⑦の2つのオーダが待ち状態となります。56分から60分の間はオーダ⑦とオーダ⑧が待ち状態になります。
オーダが6分間隔で受注する場合のガントチャートを図2の最下部に示します。待ちオーダの数;WIPqと待ち時間;WTqが長くなります。
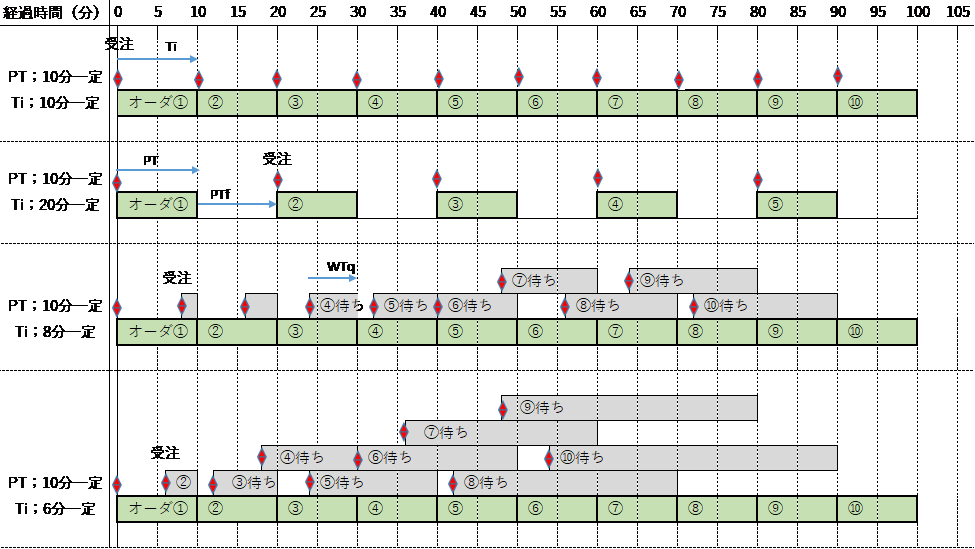
図2 Tiを振ったときのPTf、WTqの様子
PTとTiの関係でWTqやWIPq、PTfの発生状態が変化します。まとめますと、次のようになります。
- Ti>PTでは、PTf>0、WTq=0、WIPq=0 で工程に手空き時間が発生する。ρ<100%、TH<6、FT=10 となる。
- Ti=PTでは、PTf=0、WTq=0、WIPq=0 手空き時間も待ち時間も発生しない。ρ=100%、TH=6、FT=10 となる。
- Ti<PTでは、PTf=0、WTq>0、WIPq>0 オーダに待ち時間が発生する。ρ=100%、TH=6、FT>10 となる。
まとめますと、表1のようになります。
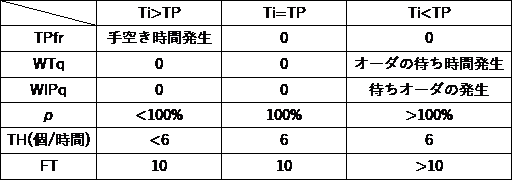
表1 TiとTPの関係と工程の特性
これがひとつの工程の基本特性です。どんな条件のとき処理待ち時間や手空き時間が発生するか、おわかりになると思います。
さらに条件を振って、基本特性の全体像をみてみたいと思います。つづく、、、