No.6 生産ラインの基本要素と基本特性
生産率とフロータイムの関係はどうなっているのでしょうか。これを理解できていないと生産ラインをうまくコントロールすることはできません。
生産率とフロータイムの関係を理解するためには、生産ラインの基本的なメカニズムに注目する必要があります。 それは工程の稼動と被処理物(以降ワークと記します)の関係です。ワークがなければ処理はできません。工程が稼働中であればワークは待たなければなりません。つまり、 ワークが処理を待つ時間と工程がワークを待つ時間があって、この時間はフロータイムと生産率に影響します。
工程に注目してみましょう。工程の稼動可能時間と実際に処理している時間の比を通常稼働率と呼んでいます。稼働率は高ければ高い方が生産率は高くなります。 では、フロータイムはどうなるか。
ワークに注目してみましょう。稼働率は高ければ高いほど、ワークの待ち時間が長くなります。ワークが待つ時間はフロータイムを長くします。
まとめると、生産性を高くするためには、稼働率は高ければ高い方がよい。稼働率が高ければ高いほどワークの待ち時間は長くなり、結果、 フロータイムが長くなり生産性は低下する、という関係にあります。
このような現象は、物理現象としては良くあることです。いや、むしろ、自然界の現象とはこんなもんだ、と捉えておいてもいいんじゃないかと思います。
この現象を理解するためには、もうひとつのファクターを持ってこなければなりません。もうお気づきでしょうか? そうです。ワークです。ワークの数量です。 工程の稼働率を高くするためには待たせておくワークの数量を多くする必要があります。一方、ワークの待ち時間を短くするためには、 ワークの数量を少なくしておかなければなりません。
工程内にあるワークをWIP(Work In Process;工程仕掛)と呼んでおきます。つまり、WIPの数量が生産率とフロータイムに大きな影響を及ぼしているんです。
生産率とフロータイムにWIPが加わりました。三つ巴の関係がどうなっているのか、という話になってきました。次元がひとつ増えると物事は急激に複雑になります。やっぱり、 そう簡単ではなかったのか、、。
といって、意気消沈することはありません。人間の頭脳は、3次元までは比較的容易に捉えることができるようになっています。 縦、横、高さという3次元の世界で暮らしているためでしょう。 縦、横、高さを生産率、フロータイム、WIPに置き換えればいいわけです。
では、この3つの要素の間にどのような関係があるのかを調べてみましょう。図1に示すような10工程直列ラインとしましょうか。もっともシンプルな条件で試してみましょう。 各工程の処理時間を10分一定とします。工程間の移動に要する時間はゼロとします。
![]()
図1 10工程直列ライン
最初の工程にワークを投入します。処理が終わり工程2での処理がはじまるのは10分後。20分後に工程2の処理が終わり工程3の処理が始まる、、、、 という流れで工程10が終了するのが100分後。この場合のフロータイムは100分。で、生産率は? 工程仕掛は?
これだけではフロータイムはつかめても生産率と工程仕掛ははっきりしません。ワークの投入条件を決める必要があります。100分ごとに投入することにしましょうか。 最初に投入したワークが完成すると同時に投入ということになります。100分ごと1個投入すると、生産率は100分に1個、工程仕掛は1個となります。 これで生産率、フロータイム、工程仕掛の3つを同時に捉えることができました。
今度はワークの投入ペースを50分ごとにしてみましょう。最初のワークが工程5を終了すると同時に2番目のワークを投入することになります。この時の生産率は50分に1個、 単位をそろえて100分に2 個となり、工程仕掛は2個。フロータイムは100分ということになります。
投入のペースをさらに上げて20分ごとに投入するとどうなるでしょうか。生産率は20分に1個、単位をそろえると100分に5個。工程仕掛は5個。 フロータイムは100分となります。では、10分ごとに投入した場合は? 最初のワークが工程1の処理が終わると同時に工程1に次のワークが投入されることになります。 工程10からは10分ごとに完成品が出てきますので、生産率は10分で1個、 100分では10個。工程仕掛はすべての工程にありますので10個。フロータイムはやはり100分で同じです。
ここまではよろしいでしょうか。生産率は投入ペースを上げると(投入間隔を狭くすると)それに比例して高くなります。工程仕掛も投入ペースに比例して増えてゆきます。 しかしフロータイムは投入ペースに関係なく、この場合100分で一定です。
これが生産ラインの基本特性中の基本特性。工程仕掛を減らそうとして投入ペースを落とすと生産率も低下します。「工程仕掛削減がうまくいったら生産性が落ちた」なんていう話、 良く聞きますが、背後でこんな特性が影響しているのかもしれません。
では、さらに投入ペースを上げてみましょう。9分ごとに1個、投入してみます。工程1で1番目のワークの処理が終わらないうちに2番目のワークが投入されることになります。 2番目のワークは待つしかありません。処理中のワークの処理をやめて、新しく投入されたワークの処理を行うなんていう強引な方法はとらないことにしましょう。 処理中のワークの処理が終わるまで待つことにします。2番目のワークは何分待つかはおわかりですね。1分待つことになります。2番目のワークが処理中に3番目のワークが投入されます。 3番目のワークは何分待たなければならないのか? 2番目のワークの処理が終わるのが20分後ですが、3番目のワークが投入されるのが18分後ですので、2分待つことになります。 4番目のワークは3分、5番目のワークは4分、、、と時間経過とともに、待ち時間は長くなります。1番目のワークのフロータイムは100分。2番目のワークのフロータイムは101分。 3番目は102分、というようにフロータイムは時間経過とともにどんどん長くなります。
工程仕掛と生産率はどうなるんでしょうか。工程仕掛は、投入工程(工程1)の前で待つワークも仕掛ですので、時間経過とともに増えてゆきます。生産率はどうでしょう。 完成は10分に1個(100分間で10個)で、時間が経過しても変わりません。
投入のペースを8分ごとにしたらどうでしょう。2番目のワークの待つ時間が2分、3番目のワークの待つ時間は4分、、、となります。フロータイムもその分、長くなります。 工程仕掛も時間経過に対して増えるスピードが速くなります。生産率は10個/100分で、変わりません。
このような特性を図で表してみましょう。一般的にするために、投入ペースを投入負荷という表現に変えます。この生産ラインの生産能力は10個/100分ですので、 投入ペースが10分ごとに1個のときが投入負荷が100%、20分に1個のときは投入負荷50%、5分に1個のときは200% ということになります。 投入負荷と経過時間とフロータイム(図中FT)の関係の一例を図2に示します。
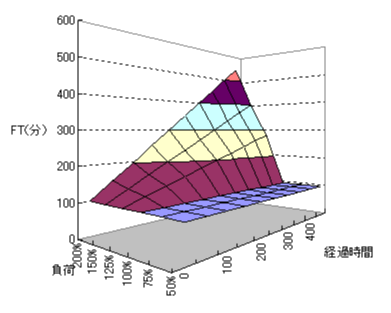
図2 フロータイムと投入負荷と経過時間の関係
投入負荷に対する生産率とフロータイムの関係の一例を図3に示します。フロータイムは負荷率が100%を超えると時間経過とともに長くなりますが、 時間経過の軸がないので表せません。 破線でそのイメージを示しておきます。
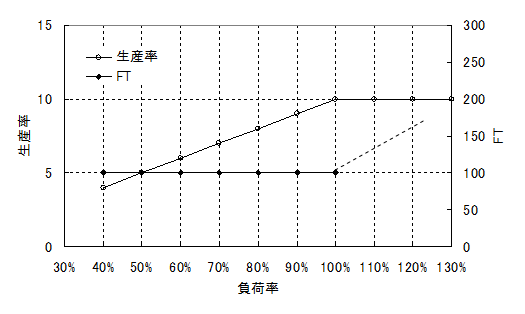
図3 投入負荷に対する生産率とフロータイム
図4は工程仕掛(WIP)を基準にフロータイムと生産率の関係を示した図です。これをFITチャート(Flow Time-WIP-Throughput Chart)と呼ぶことにします。 この図はフロータイム、WIP、生産率(ここでは、Throughput と呼んでます)の3つの基本要素が入っているので、 生産ラインの基本特性を表すのには良くfit(ぴったり)しているんじゃないか、と思います。
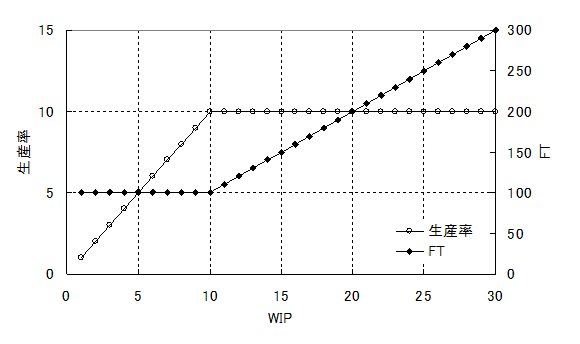
図4 フロータイム・WIP・生産率(FIT)チャート
生産ラインの基本要素、「フロータイム」「WIP」「生産率」の関係がお分かりいただければ幸いです。